



.


El pellet es una energía renovable, ecológica y muy económica que presenta un balance de CO2 neutro. Se trata de un combustible ecológico de gran poder calorífico que ayuda a cuidar el medio ambiente.
Introducción
Qué es el pellet?
Los pellets de madera son pequeños cilindros de serrín comprimido, proveniente de astillas de madera y serrín seco. Estos cilindros se conforman a través de una alta presión aplicada a través de una matriz sin ningún tipo de aditivo. Su humedad es muy baja. Así que, estas pequeñas «píldoras de energía» necesitan muy poco espacio de almacenamiento.
Usos
Los usos principales del pellet son calefacción y agua caliente. Cualquier instalación realizada con combustibles tradicionales se puede ejecutar mediante pellet.
Las aplicaciones del pellet van desde calefacción y agua caliente sanitaria en viviendas unifamiliares hasta comunidades de vecinos, empresas, oficinas, comercios, hoteles, industria, invernaderos, etc.
Ventajas económicas
- El pellet es considerablemente más económico que los combustibles fósiles (50% más barato que el gasóleo).
- El uso del pellet está subvencionado.
- Usando pellet no se depende de los continuos cambios en los precios de otros combustibles.
- Con la instalación de sistemas de pellet se cumple con el Código Técnico de Edificación y se evita la obligatoriedad de instalar paneles solares térmicos.
Ventajas en seguridad
- El pellet almacenado no presenta riesgo de explosión, no es volátil, no produce olores, no se producen fugas y si reproduce un vertido todo lo que necesitará será una escoba.
- El pellet es un combustible no tóxico e inocuo para la salud.
- La combustión de pellets apenas produce humos.
Ventajas ecológicas
- Se trata de una fuente de energía renovable (con balance neutro de CO2). Usando pellet, se contribuye a reducir significativamente la emisión de gases de efecto invernadero a la atmósfera.
- La combustión del pellet es mucho más eficiente que la combustión de la leña y por tanto las emisiones son mínimas.
- Disminuye la lluvia ácida, ya que los pellets no presentan azufre en su composición.
- Si los residuos de podas y limpias del monte se utilizan para fabricar pellets, se revaloriza el residuo. De esta forma se fomenta la limpieza de montes, creando o mejorando hábitats salvajes y evitando incendios.
- La ceniza que resulta de la combustión del pellet es mínima por la alta eficiencia de la combustión (para una instalación de 15 kw, unos 25 kg de ceniza anualmente) y es totalmente biodegradable, incluso es un buen abono.
El pellet hoy en día es el combustible por excelencia con múltiples finalidades, desde la calefacción para hogares utilizadas en calderas y estufas de pellets hasta la calefacción y energía para industrias, granjas, etc. Existe un nuevo sector que se está expandiendo como novedad siendo una nueva línea de negocio y es la utilización del pellet de madera como camas para caballos.
Se pueden fabricar pellets de cualquier tipo de biomasa, desde la madera natural, las podas, el sarmiento proveniente de la vid hasta el purín deshidratado de los animales en éste caso utilizado como fertilizantes o como algunos de nuestros clientes han hecho, utilizarlos como combustible de grandes calderas para granjas.


Hemos consultado un sinfín de páginas y sitios web con el objetivo de encontrar algún manual en donde se explicase de forma sencilla y comprensible cómo iniciarse en la fabricación de su propio pellet de madera, restos de carpintería, serrín de aserraderos, o cualquier otro tipo de biomasa forestal, entre otros desechos.
Esto nos ha llevado muchas horas hasta que finalmente, dimos que este excelente manual realizado por Chimeneas Costa. http://www.chimeneascosta.es
Esta guía le servirá como una introducción fácil al proceso de la transformación de la biomasa y la producción de pellet. En ésta guía explicaremos los principios básicos paso por paso, los equipos técnicos y diferentes técnicas utilizadas para la producción de pellets de alta calidad.
Tenemos que recordar que realmente si hablamos de una forma coherente y fiable, cada material utilizado debería tratarse de formas distintas para llegar a la correcta producción del pellet.
Sección Nº 1
Introducción a la producción de pellets.
Aunque pueda parecer inconcebible, el pellet viene produciéndose hace más de un siglo utilizándose técnicas de prensado en un formato de pequeños elementos cilíndricos producidos por calor y desde múltiples tipos de materiales de desecho para diferentes propósitos, desde la calefacción, la alimentación de animales, la fertilización de campos entre otros motivos muy variados.
A mediados de los años 70, algunas compañías se centraron en la fabricación de maquinaria para la alimentación de animales y profundizaron poco en la investigación de cómo utilizar éste formato destinado a la calefacción doméstica e industrial. Pero debido a que en aquella época los combustibles fósiles han sido siempre tan económicos, nunca llegó a despegar el mercado de la maquinaria destinada a la fabricación de combustible utilizando la biomasa. Realmente no ha sido hasta finales del siglo 20 y principios del siglo 21 que la investigación y la proliferación de éste producto junto con la creación de calderas y todo un mundo de maquinaria alrededor del formato del pellet tuvo un gran empuje e incluso hoy en día, las empresas se apresuran en resolver los problemas y dificultades que conllevan la continua aparición de casi infinitos materiales de deshecho y la diversidad de materiales a peletizar desde los plásticos y derivados múltiples del petróleo hasta las infinitas variedades de biomasa del campo, papel, cartón, etc.
Cada día que aumentan más de forma irremediable los precios de los combustibles fósiles como el gas y el petróleo y su cada vez mayor escasez junto con el cambio climático, hacen que el combustible basado en el formato del pellet resulte ser económico y limpio como calefacción y energía alternativa que contribuyendo a reducir las emisiones nocivas a la atmósfera. Es una línea de negocio ideal fuera de las variaciones de los precios en los mercados siendo además una fuente de ingresos fiable de larga duración. Además el formato del pellet permite:
Alimentar sistemas automáticos.
Ser utilizado como un fluido debido al transporte por aspiración y tornillos sinfín.
Tener una alta densidad.
Utilizarse en estufas y calderas tanto industriales como domésticas además de ser utilizados en aplicaciones de gran escala.
Fácil manejo, almacenaje y transporte.
En ésta guía podremos ver la descripción de algunas maquinarias necesarias para la producción de un pellet de calidad, como por ejemplo, la máquina peletizadora, pero hay otras maquinarias igualmente importantes que hacen un juego esencial en el proceso de fabricación del pellet.
Sección Nº 2
Los estándares industriales y calidad del pellet.
Hoy en día cada continente dispone de sus propios estándares en la fabricación del pellet como Estados unidos y Europa. En Europa prácticamente cada país dispone de un estándar diferente basado en el tamaño y potencia calorífica del pellet. Estas realidades hacen prácticamente imposible producir un producto que sea apto para todos los países del planeta pero también hay que remarcar de que dicha variación de estándares hacen que uno mismo deba decidir y fabricar su propio producto tal cual considere necesario respecto a la materia prima disponible.
Hasta hace poco el estándar Europeo único era un pellet de calidad DIN y DIN PLUS, X, doble X y triple X, pero si hacemos una pequeña batida por internet en busca de éstas certificaciones nos damos cuenta que cada país ha inventado sus propios estándares que cambian con frecuencia y que sinceramente bajo nuestra opinión no es más que un mero proceso de filtrado y sacaperras para que el producto importado tenga un mínimo de calidad.
Estándares en España – DIN y DIN PLUS:
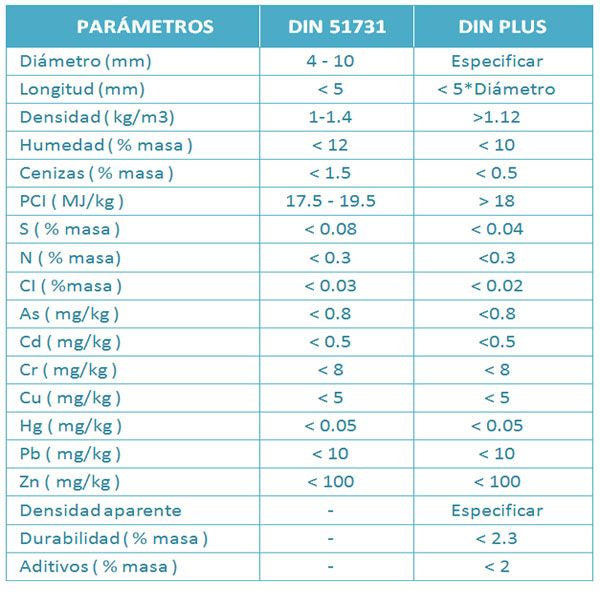

En la tabla anterior podemos ver los estándares en España, pero al igual, existen estándares para cada país como por ejemplo:
Alemania: DIN 51731 (2000) y DIN PLUS además se clasifican en 5 grupos diferentes.
Suecia: SS 187120 (1998) – y además se clasifican en 3 grupos
Italia: CTI R04/05 (2004) y además posee varias categorías – A1, A2, etc.
Dinamarca: Calidad HP y con 4 diferentes calificaciones.
Finlandia: Posee unas guías básicas para el buen hacer del pellet sin seguir normas especificas.
Austria: ÖNORM con siete variaciones.
Holanda: NTA 8200 – una lista de buenas prácticas para la fabricación del pellet.
Con todo esto queremos decir, que las normas son tan diversas como variopintas con lo cual nadie sabe exactamente a qué atenerse a la hora de fabricar el pellet o para quién.
En el año 2010 se establecieron unas normas europeas EN, elaboradas por un comité llamado EUBIONET quién rige todas éstas cuestiones y establece unas reglas de tamaño y composición. Solo vamos a mencionar las reglas del tamaño. Si se desea saber más sobre las otras normas EN 14961, pueden visitar la página en inglés de EUBIONET.
Los pellets quedan clasificados de la siguiente manera:
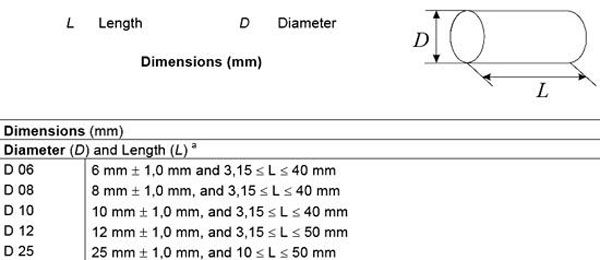

Como podemos observar, un pellet considerado de 6mm, quedan como correctos – más/menos – un milímetro, quiere decir que un pellet con diámetro 5 ó 7 también se consideran pellet de 6 mm.
Esta cuestión lo queremos dejar muy claro ya que algunos distribuidores, en su inmensa ignorancia, en cuanto un determinado pellet supera los 6mm (por ejemplo 6,5 mm), el distribuidor lo descarta como si ya no estuviera dentro de los parámetros de las certificaciones. Solo como análisis personal como empresa experimentada en el mundo del pellet, de que sirven las certificaciones de un país, por ejemplo, España, si luego compramos estufas fabricadas en Italia, Alemania, etc, y por supuesto viceversa.
Sección Nº 3
La durabilidad mecánica del pellet.
La durabilidad mecánica sencillamente se refiere con la calidad y densidad con la cual el pellet se ha formado al final del proceso de fabricación, evidentemente, cuanto más denso, más fuertes y cuanta más densidad se pretende conseguir, tendremos una menor producción junto con un aumento de los costes para producir dicho material. La conclusión es que hay que conseguir una calidad aceptable al mínimo coste posible.
Cuanto más fuerte y denso el pellet producido, menor es el daño producido durante el transporte y más calorías se consigue en una cámara de combustión. El pellet debe de tener una superficie suave y sin roturas. Si el pellet tiene roturas y grietas significa que la humedad con la cual ha sido producido es demasiado alta ó una compresión demasiado pobre, con lo cual la humedad ha de ser reducida hasta un nivel óptimo y si fuera el caso de una pobre compresión, cambiar la plantilla para obtener una mayor compresión. Una vez que el pellet se haya enfriado debe de mantener su superficie brillante y suave. El brillo del pellet es una cuestión aleatoria ya que cada materia prima peletizada tiene su propio brillo, ser mate, opaco, etc. Con lo cual podemos afirmar que unos pellets brillan más que otros dependiendo del material inicial y no quiere decir necesariamente que la calidad es inferior. La cuestión importante es que el pellet sea compacto con una densidad aceptable. La largura del pellet no es una cuestión importante hasta cierto punto, pero un pellet demasiado largo puede causar daños en una estufa. Una comprobación muy sencilla para ver si el pellet tiene una densidad adecuada, es tirar un pellet dentro de un vaso de agua y si se hunde, la densidad y compresión es buena y si flota es que la compresión es baja conllevando ello a un poder calorífico menor, traduciéndose en un pellet de menor calidad. Un pellet de baja calidad se romperá con mayor facilidad tanto en el transporte como en el uso en un tornillo sinfín creando en la mayoría de los casos un exceso de residuos, y cuanto más residuos, obtendremos menos eficiencia, más humos y menos calor.
Sección Nº 4
Contenido de humedad en el pellet terminado
Cuanto menos humedad tenga un gránulo de pellet al final de su proceso de fabricación, más energía poseerá en su interior pero desgraciadamente, se necesita un determinado porcentaje de agua para el proceso del peletizado. Con lo cual hay que peletizar con el menor grado de humedad posible para crear un pellet de calidad. El contenido de un pellet enfriado y seco debe de ser inferior a un 10% poseyendo una densidad óptima, pero no debemos de olvidar que todo esto hay que realizarlo al menor coste y eficiencia posible.
Sección Nº 5
Ser proveedor de pellet.
Un cliente, antes de adquirir una estufa de pellets o caldera siempre debe de asegurarse que dispone de un proveedor de pellets cercano o que al menos se le asegure el aprovisionamiento de éste combustible. Lo ideal, es que aparte de proveer pellets, pueda también proveer de éste tipo de máquinas, sean estufas de pellets o calderas de pellets.
Una producción exitosa es aquella al que nunca le falte la materia prima. La elección de su materia prima es muy importante por las siguientes razones:
1. Cada material tiene diferentes valores caloríficos, residuos, cenizas y cualidades corrosivas únicas.
2. Cada material ha de ser preparado de forma diferente para su transformación en pellets de calidad, teniendo en cuenta la humedad, tamaño de la partícula, tipo de biomasa, etc. Sabiendo de las diferentes clases de materia prima que disponemos de antemano, buscar la mezcla más óptima y continuada para que el pellet fabricado no varíe mucho de un año a otro, ya que un cliente contento, le volverá a comprar al año siguiente, pero si al año siguiente su producto ha cambiado a peor, lo normal, es que pierda a ese cliente.
3. La densidad del la materia prima inicial es muy importante para la cantidad de producción del combustible.
4. Cualquier materia prima viva o muerta que se pueda utilizar para fabricar pellets destinado a ser combustible, se le denomina Biomasa. Esto incluye cualquier resto de desecho de la madera como podas, serrines, limpieza de campos, hierba, paja, hojas, las propias cortezas incluyendo también por ejemplo restos orgánicos de animales como pueden ser los purines previamente deshidratados, cáscara de almendra, hueso de aceituna por sólo nombrar unos pocos. Estas materias primas han de estar previamente trituradas y secadas para tener un contenido de humedad óptimo que como antes ya se hemos mencionado de entre 10% – 15%.
Sección Nº 6
El proceso de peletizado paso a paso.
Esta guía pretende enseñarle de forma general el proceso de la creación de un pellet de calidad paso por paso nombrando la maquinaria necesaria en cada etapa y los principios básicos fundamentales, entre otros puntos.
Los procesos básicos son los siguientes:
1. Reducción y adaptación del tamaño inicial de la materia prima: Trituradoras de rodillo, trituradoras de martillo, trituradoras mixtas, etc.
2. Transporte del material a diferentes máquinas: Ventiladores, ciclones, transportadores de cinta, transportadores de tornillo, cubos elevadores, separadores.
3. Secadoras: Secadoras de tambor, secadoras por conductos de aire.
4. Mezcladores: Mezcladoras de rodillo simple o de múltiples rodillos.
5. Acondicionado: Acondicionado con agua y vapor, aditivos para agilizar la producción, aditivos ligantes.
6. Producción de pellet: Peletizadoras de plantilla plana y peletizadoras anulares con plantilla de anillo.
7. Cribado y seleccionado: para la eliminación de partículas pequeñas y el polvo.
8. Enfriado: Enfriadoras de cinta, enfriadoras con aire.
9. Empacado y almacenado: Bolsas de 15 kgs, big bags 500 – 1000 kg, silos, etC.
Los principios de la producción:
Explicaremos los procesos por pasos definiendo los principios básicos que influyen en cada proceso y las variables que pueden influir también en la calidad y en una producción eficiente. Tenemos que añadir, que para producir pellets de calidad de forma constante con el mínimo consumo posible de energía es un proceso que necesita mucha experiencia personal que es una tarea nada fácil.
Requisitos de potencia:
La producción de pellet es un proceso intensivo que requiere de mucha demanda de potencia eléctrica, pero podemos decir, que el fin justifica los medios. Las trituradoras y las peletizadoras son la maquinaria que más demanda tienen de energía lo que significa que necesitarán de una conexión eléctrica trifásica a 380 V que como cualquier persona familiarizada con éste hecho, sabe que dichas conexiones los podemos encontrar en granjas, industrias, naves industriales, etc. Muchos lugares no disponen de éste tipo de alimentación con lo cual, antes de adquirir ningún producto el cliente debe de informarse de ello ya que una instalación eléctrica nueva de éste tipo puede llegar a ser muy costoso. Antes de adquirir nada, el cliente debe de informarse de la existencia o la posibilidad de tener dicha instalación eléctrica en su lugar de instalación y trabajo. Si dichas instalaciones no fueran posible sea por logística o por razones económicas existen otras posibilidades como por ejemplo instalar un generador diesel. Hay casos en que es posible instalar un convertidor para poder funcionar con la maquinaria de forma monofásica pero ésta solución tiene sus limitaciones como por ejemplo, los motores no funcionarían a toda la potencia del que normalmente dispondrían con tres fases lo cual podría llegar a ser un problema de consumo – producción – eficiencia.
Situación de la planta de producción:
La situación ideal de una planta de producción es estar lo más cercano posible donde se encuentre la materia prima para ahorrar en costes de transporte, hecho que lógicamente no siempre es posible porque la planta ha de estar ubicada en un lugar donde se tenga acceso a la electricidad trifásica. También hay que tener en cuenta la maquinaria que se va a utilizar en una planta de producción de pellet como por ejemplo, que esté situado en un lugar donde tengamos acceso con maquinaria pesada como pueden ser camiones, toritos, etc.
El proceso de producción:
En las siguientes páginas recorreremos los distintos pasos requeridos en la producción de un pellet de calidad. Es posible que mientras esté leyendo éstas líneas ya estará familiarizado con algunos de ellos, aun así le rogamos que preste atención respecto a cada proceso así como ignore parte de la información que crea que puede ser demasiado costoso.
Reducción de la materia prima:
Aunque la materia prima inicial sea hierba, madera, paja o cualquier otro tipo de biomasa, ha de ser reducido a un tamaño lo suficientemente uniforme y pequeño para poder ser utilizado en la máquina peletizadora. La norma general es que el tamaño de la partícula ha de ser menor que los orificios de la plantilla existente en la peletizadora. Tomemos por ejemplo que para la producción de pellets de 6 mm el material triturado debe de tener un formato menor a 6 mm y para ello disponemos de diversas trituradoras de leña y cada una de ellas tiene distintas habilidades, finalidades y potencias. Hay casos en que se necesitan dos máquinas para lograr una finalidad y en otros casos solamente una. Antiguamente se precisaban siempre de dos máquinas para reducir un tronco al estado de serrín pero con las nuevas generaciones y diseños solo se necesita una máquina en la mayoría de los casos dependiendo siempre del estado de la materia prima inicial.
Astilladoras mixtas:
Material inicial: troncos.
Las astilladoras son adecuadas para reducir el tamaño de los troncos al estado de astillas cuando la materia prima inicial supera generalmente los 4 cms de diámetro. En nuestras plantas de pellet añadimos si es necesario las astilladoras mixtas ó las trituradoras de martillo de última generación que reducen el tronco directamente a serrín con el tamaño necesario para ser peletizado con lo cual se dispone de un ahorro en costes de producción eléctrica además del ahorro de la compra de una segunda máquina. Hay que tener en cuenta, que las trituradoras mixtas al tener que realizar un doble trabajo (astillar primero con el disco y reducir a serrín después con los martillos ), la producción es inferior a que si disponemos de una máquina específica para cada proceso. El tronco penetra en la máquina y es astillado mediante un disco giratorio con varias cuchillas de corte. Estas astillas pasan a la cámara de martilleado y triturado final que reduce a serrín el material. Existe una malla en el interior de la máquina que filtra el tamaño de las partículas; deja pasar al exterior los tamaños más pequeños y el material de mayor tamaño continúa en el interior de la cámara de martilleado triturándose hasta ser reducido lo suficiente para pasar a través de la mencionada malla al exterior con el tamaño correcto.

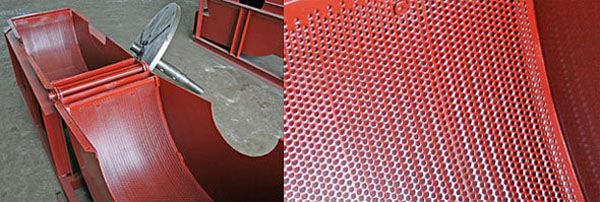
Esta es la vista interna de la trituradora mixta de la malla que define el diámetro y textura final del material triturado. Cuanto más gruesos los orificios, más grandes serán las partículas de serrín resultantes y viceversa.


La trituradora mixta FCS600 por ejemplo, es una máquina capaz de producir tanto astillas como serrín. Desde fábrica ésta trituradora ya viene configurada para producir serrín. Sólo hay que retirar las mallas de su interior si se desea que produzca solamente astillas a partir de troncos de pequeños diámetros. Si un cliente adquiere una de estas máquinas no se recomienda quitar y poner las mallas constantemente ya que tampoco está diseñada para tal fin. Es preferible astillar durante varios días o semanas si se requieren astillas y viceversa, es preferible reducir a serrín los troncos durante un tiempo largo ya que se pierde mucho tiempo quitando y poniendo la malla.
Trituradoras de martillo:
Materia prima inicial: Astillas, paja, hierbas, cañas y materiales generalmente blandas de reducidos diámetros.
Si el tamaño de la materia prima es suficientemente pequeña, de consistencia blanda y quebradiza, el material puede pasar directamente a una trituradora de martillo para reducir a una partícula suficientemente diminuta y adecuada para la peletizadora que cuyo precio es más asequible que el de una astilladora – trituradora mixta de última generación que posea ambas funciones. Las trituradoras de martillo sean eléctricas o con motor diesel, sólo llevan incorporadas la cámara de martilleado y la misma malla anteriormente descrita reduciendo la materia de entrada a una partícula de tamaño conveniente para su posterior peletizado. El tamaño de la partícula final dependerá del tamaño de los orificios de la malla interna. Cuanto más grande la trituradora de martillo, más grandes y de mayor resistencia pueden ser los materiales en ella introducidas. Las revoluciones de una trituradora de martillo son mayores que las revoluciones de una trituradora combinada. Los orificios de la malla cuanto más grandes, más producción. El combustible en forma de pellet utilizado por ejemplo en calderas industriales entre otros usos pueden ser perfectamente ser entre 10 y 12 mm, con lo cual la malla debería ser unos milímetros inferior al tamaño del pellet final que buscamos, por ejemplo entre 8 y 10 mm. Con todo esto queremos también añadir, que la producción de serrín es mayor con una trituradora de martillo por las revoluciones y tenemos también al mismo tiempo un menor consumo eléctrico que una trituradora combinada, que son más lentas, primero por el doble trabajo que han de realizar que requiere más potencia y el hecho de tener que astillar primero los troncos lo convierte en una máquina más lenta, aunque de igual resultados finales que con una trituradora de martillo.


He aquí un ejemplo de un modelo de trituradora de martillo. En su interior se sitúan las mismas mallas con orificios que hemos visto anteriormente en las trituradoras mixtas. La diferencia es notoria cuando vemos, que en un lateral, dispone de un ventilador de succión que extrae todo el material del interior para llevarlo a un ciclón o a un depósito, silo, etc.
Tamaño de la partícula y el efecto sobre la calidad final del pellet:
La regla general como ya hemos mencionado es reducir la materia prima inicial a un tamaño de partícula inferior al diámetro final del pellet que vamos a producir. Las razones son para evitar daños a los componentes de la peletizadora como rodillos y plantilla a su vez reduciendo las posibilidades de bloquear los orificios de la extrusora con lo cual, una partícula más pequeña es estrictamente necesaria para una continua y segura producción de pellet de buena calidad aunque también influyen elementos como el acondicionado y la temperatura de entrada del material que más tarde abordaremos en ésta guía. El serrín en polvo, al menos basándonos en nuestra experiencia, es mucho más difícil de peletizar necesitando en algunos casos incluso de una plantilla específica. Podemos concluir que la partícula final depende de la máquina que usted haya elegido en función de su materia prima inicial, sean troncos, astillas o ambas, pero no podemos olvidar que existen limitaciones y consideraciones lógicas respecto al balance entre producir el tamaño de partícula más eficiente manteniendo el consumo energético al mínimo posible que evidentemente influyen en los costes de producción. Todo esto depende también del tipo de material que vayamos a utilizar en función del uso final al que estarán destinados los pellets, si el uso es doméstico ó industrial. Producir un pellet de mayor diámetro se traduce en un aumento en la producción, en un desgaste menor de la maquinaria con un consumo eléctrico igual ó inferior a producir pellet de diámetro más pequeño. Como puede notar, las decisiones que el productor de pellet no termina en simplemente adquirir maquinaria y comenzar a producir pellet sin tener claro otros conceptos como los anteriormente mencionados. Muchos fabricantes incluso investigan y producen sus propias, llamémoslos “ recetas “, de mezclar distintos tipos de madera, humedad, aditivos como los distintos ligantes que se pueden adquirir en el mercado para estos fines, almidones, etc, hasta conseguir un balance entre producción, consumo energético, el destino del producto final, que si es doméstico requiere más calidad que si es para uso industrial y tipo de empaquetado como bolsas de 15 kg, big bags, a granel o directamente a un contenedor si el cliente así lo quiere.
Sección Nº 7
Transporte de material de una máquina a otra.
Una vez que hayamos concluido el proceso de reducir el tamaño del material hasta cubrir nuestras necesidades, las partículas trituradas ó el serrín han de transportarse hasta el siguiente proceso que puede ser SECADO, MEZCLADO, ACONDICIONADO ó simplemente directo a la peletizadora. Para recoger el material disponemos de varios métodos como por ejemplo con un ciclón separador, tornillos sinfín, cintas transportadoras ó cubos elevadores.
Ciclón separador:
Una vez que el material haya sido pulverizado con una trituradora de martillo y haya pasado a través de su malla un ventilador mecánico accionado por el mismo motor de la trituradora aspira el material soplándolo hacia el ciclón. La función de un ciclón es separar el aire del material triturado que expulsa por la parte superior del mecanismo a través de una salida y la materia prima es introducido hacia las paredes del cono que cae a la parte inferior por gravedad saliendo al exterior para ser recogido por el siguiente transportador de un modo muy parecido a una común aspiradora doméstica que funciona sin bolsas.

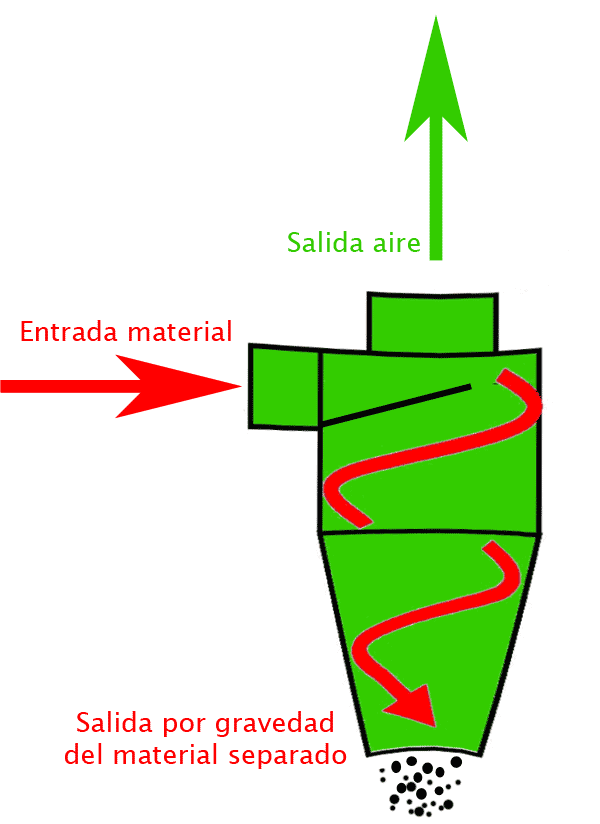
En el diagrama lateral podemos ver el sencillo funcionamiento de un ciclón representada la materia prima entrante como flechas rojas y como el serrín es más pesado que el aire cae por su propio peso hacia el fondo del ciclón y el aire es expulsado por el orificio de la parte superior. El resultado es sencillamente la separación del aire de la materia.
Las plantas configuradas con una trituradora combinada únicamente, al carecer de ventilador mecánico de aspiración y expulsión, tampoco se le añade el ciclón ya que no tendría ningún papel útil en el proceso, pero es evidente que necesitaremos un depósito, silo o algún sitio donde poder descargar el serrín producido.
Tornillo sinfín ó transportadores de cinta:
Sirven para transportar la materia prima de un proceso al siguiente.
En el proceso del transporte del material triturado de una máquina a otra, los transportadores de tornillo son los más populares por el poco espacio que utilizan, un relativo bajo peso y disponen de motores de velocidad fija o variables para adaptar el transporte a la producción de la peletizadora. Es una solución ideal a bajo precio para el transporte de un proceso a otro. Siempre son más aconsejables los tornillos sinfín de velocidad variable para adaptarse a la producción del momento o incluso si se ampliara más adelante la producción de la planta, por ejemplo añadiendo una nueva peletizadora ó una potente secadora, siempre lo podremos seguir utilizando sin tener que comprar nuevos motores más rápidos para adaptarnos a la nueva producción.
En la entrada del tornillo transportador, normalmente nos encontramos con un cubo de entrada, que siempre debemos estar seguro que su anchura y tamaño es la adecuada a la materia prima que transportaremos ya que si no lo es, podemos encontrarnos con que en dicho cubo, pueda formarse una cueva interna que no es notorio a simple vista pero dicha cueva hará que el material deje de caer en el tornillo, con lo cual tampoco estaremos alimentando la peletizadora adecuadamente, por eso recomendamos probar antes el tornillo sinfín con nuestro material que utilizaremos para producir el pellet y comprobar hasta donde es capaz de admitir material sin producirse una cueva. Una alternativa para evitar la cueva es añadir un vibrador a la entrada del tornillo sinfín.

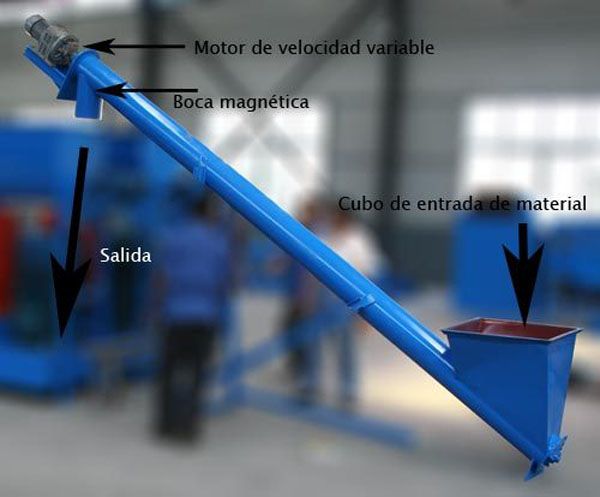
Tornillo sinfín con su correspondiente cubo de entrada, boca de salida y su motor variable. Los controles del motor variable están incorporados en la caja de conexiones proveída por nuestras plantas. En éste caso, el tornillo lleva como una opción añadida una salida con boca magnética para evitar que materiales metálicos se introduzcan en la peletizadora causando daños a veces irreversibles a la plantilla o su mecanismo de arrastre.

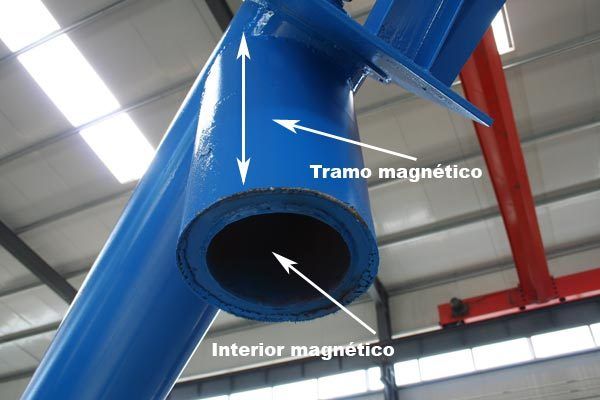
Orificio de salida del tornillo sinfín cubierto internamente con un potente imán para evitar que elementos metálicos se introduzcan en el proceso.
Teniendo éste sistema en la boca de salida del tornillo sinfín, evitamos que entre en la peletizadora clavos, tornillos, balas de los cazadores, metralla de la guerra civil que se queda en la corteza, metales de desgaste y un largo etc.
Sección Nº 8
Soluciones para el secado.
Para producir pellets de alta calidad la humedad de la materia prima utilizada debe de ser siempre hablando en términos generales entre el 10 y 20%. Casi todos los pellets de alta calidad que se produce en el mundo con materiales conocidos tienen un porcentaje en el momento de peletizarse una humedad entre el 10 y el 15% pero no quiere decir que el material que particularmente usted tiene deba de tener dicha humedad. Como ya comentamos anteriormente, el mejor productor es aquel que experimenta antes con el material del cual dispone para sacarle el mayor rendimiento a su maquinaria, producto y adquirir conocimiento.
Por regla general la materia prima que contenga una humedad superior al 20% debe de ser secado o mezclado con un material más seco para reducirla.
Reducir la humedad utilizando el sol:
El secado es un proceso muy costoso en utilización de energía con lo cual la conclusión es, que el material perfecto es aquel que no requiere del secado. Desde luego que existen materiales como la paja, la hierba seca o poda que se ha secado en pleno campo por una temporada anterior que pueden ser recolectados directamente con una humedad ideal directa para el peletizado, pero por ejemplo el resultado de una poda reciente, o material verde puede llegar a tener hasta un 60% de humedad lo que el proceso de secado se convierte en algo necesario y no es una opción. Casi siempre la opción del secado por el sol se infravalora y no se suele tener en cuenta lo cual creemos que es un gran error puesto que el sol es una energía gratuita. Es cierto que un proceso de secado por el sol lleva mucho más tiempo pero existen diseños de secadores solares que reducen éste tiempo tan incómodo. También hay que tener en cuenta, que un tronco lleva mucho más tiempo de secado por el sol, que si éste lo redujéramos primero a astillas o a serrín, pero el serrín es más incómodo de manejar y al ser más denso, no permite una circulación de aire satisfactoria así que la mejor opción para un secado al sol, sea al aire libre o sea dentro de un secador, es tenerlo en formato astillado.
Una vez que las astillas tengan la humedad ideal para el peletizado, es cuando debemos reducir su tamaño a serrín. La velocidad de secado al sol se reduce a medida que se reduce el porcentaje de humedad, con lo cual queremos decir, que es más rápido reducir desde un 30% a un 20% al sol que de un 20% a un 10%, que se tarda más tiempo. Por eso, por el tiempo que se toma en reducir ésta humedad de la última etapa podemos utilizar una secadora a combustible, sea madera, gasoil, pellets, gas, etc, para reducir de un 20 a un 10% ó inferior, pero evidentemente, reducir al sol el máximo posible de humedad reduciremos costes en combustible.
Secado solar a gran escala:
La idea de un secado utilizando como fuente de calor el sol es aparentemente una idea para productores a pequeña escala pero están apareciendo en el mercado compañías que están produciendo facilidades de secado con productos y aplicaciones destinados a grandes escalas de producción. Existen sistemas que utilizan placas solares para recoger la energía solar sobre un tejado y utiliza dicha energía para recircular aire caliente dentro de un silo, nave, etc.
Secadoras de combustible sólido y aire:


Si un secado mediante el sol no fuera suficiente, disponemos de secadoras por un sistema de tuberías para reducir la humedad, consistente en una estufa o aparato eléctrico productor de calor en un extremo, una serie de tubos curvados para obtener determinada longitud en el menor espacio posible, un ventilador que a la vez que succiona la materia prima a través de éstas tuberías, succiona el calor producido por ésta estufa y sopla el resultado seco a través de un ciclón en el siguiente transportador, ó silo. No es un sistema que nos guste mucho pero puede resultarle útil a quién no quiera gastarse mucho dinero y no tenga demasiada humedad.
Secadoras rotativas de leña y aire caliente:


Para grandes necesidades de secado se utilizan de forma más común las secadoras rotativas. El material es introducido a través de un transportador. El aire caliente se produce en un extremo del tubo rotatorio (una estufa de leña, pellets, gas) y en el otro extremo, un ventilador succiona éste calor y las partículas más pequeñas atravesando el tambor a medida que ésta gira con lentitud. Las partículas más grandes al ser más pesadas por su humedad permanecen por más tiempo girando en el tambor hasta que también son succionadas hasta un ciclón separador. El tambor está montado con una pequeña inclinación para facilitar el transporte del material hacia el ventilador succionador. El aire caliente al pasar entre todas las partículas produce un secado más efectivo.
Fuentes de calor:
Algunas secadoras en el mercado utilizan como fuentes de calor quemadores de gasoil o gas pero evidentemente en un mercado como el actual, que cada vez se dirige más hacia las energías renovables, tales fuentes reducen nuestra marca o intenciones de ser productores de materias primas amigas del medioambiente y “poco verdes” utilizando como el gas o el gasoil para producir nuestro producto lo cual no dice nada bueno respecto a nuestras intenciones. Por eso pensamos que la forma más económica de tener calor en nuestra secadora, es usar parte de nuestra propia producción de pellets o parte de nuestra materia prima.
Conclusiones del proceso de secado:
Aparte de que una secadora puede ser el elemento más caro en nuestra planta de pellets aparte de nuestra peletizadora, es el aparato que más espacio nos ocupa en nuestro lugar de producción. Filtrando y tratando de antemano nuestra materia prima y tratarla de forma que NO necesitemos una secadora, nos ahorrará muchísimo dinero en costes de producción por tonelada y espacio de trabajo. Nuestra conclusión es que la mejor planta, es la que NO lleva ningún sistema de secado.
Sección Nº 9
Acondicionado.
Para producir pellets de calidad la materia prima debe de tener ciertas cualidades. Una peletizadora es muy similar a una ecuación matemática o un plato de cocina, queremos decir, que el pellet que saldrá de una peletizadora, será tan bueno como la materia prima que ha entrado en ella. Una peletizadora es básicamente una cocina, que aplica presión y calor a la materia prima, pero generalmente la gente no sabe ni concibe lo delicado que es el proceso y funcionamiento de una de una peletizadora. Una vez que hayamos mezclado nuestra materia prima para obtener una buena consistencia, posiblemente nuestra receta necesite de otros elementos para producir pellets de calidad. Existen aditivos que incrementan la producción de la peletizadora. Para entender bien el proceso del acondicionado, hay que entender primero cuales son las cualidades que tiene la materia prima para producir pellet. La humedad es una de dichas cualidades pero también están las cualidades de la temperatura y el ligado del material.
Porcentaje de humedad:
Para producir pellets existe un mínimo de tolerancia a la humedad y un máximo. Cada tolerancia es específico a la materia prima que estamos utilizando, queremos decir que cada materia, tipos de madera o mezclas que realicemos soportan ó funcionan mejor con un determinado grado de humedad específicas a cada una de ellas y nuestro trabajo como productores consiste en descubrir cuales son antes de producir el pellet ó sencillamente probar diferentes humedades hasta dar con la correcta. En ésta cuestión no existen fórmulas matemáticas mágicas válidas para todas las maderas. También influye el tipo de peletizadora que vamos a utilizar pero podemos decir que existe un porcentaje medio que funciona con casi todo y es entre el 10% y el 15% de humedad, pero como ya comentamos, esto no es así en todos los casos, y debemos tomarlo como una norma general.
El hecho de que una máquina no produzca un pellet de forma correcta entre éstos baremos de humedad debemos buscar el problema reduciéndola, aumentándola ó cambiando la plantilla por otra de mayor ó menor compresión, cambiando el diámetro del serrín reduciéndola ó aumentándola, etc. Por supuesto, para saber qué porcentaje de humedad tenemos, necesitamos disponer de un medidor de humedad.
Cualidades del ligado:
El ligado es el pegamento que mantiene unido el pellet y le da el aspecto brillante y suave. Muchas materias primas, es decir, muchas maderas disponen de éste pegamento de forma natural llamado LIGNINA y disponen de ella de forma suficiente como para ligar el material con el calor de la peletizadora en el momento de comprimirse. Si la madera que estamos utilizando no dispone de suficiente cantidad de lignina en su estado natural, siempre podemos utilizar un aditivo, y el aditivo más sencillo y natural es simplemente aceite vegetal, pero debemos añadir a esto, que un pellet formado con sólo aceite vegetal como un agente ligante tendrá una menor densidad que otros pellets puesto que el aceite también actúa como un lubricante con lo cual la materia prima pasará más rápidamente a través de la plantilla reduciendo su compresión.
Densidad del material:
El pellet se forma por calor y compresión proporcionándole la densidad adecuada y esto lo dictamina la plantilla de la peletizadora. La densidad del material evidentemente es una gran influencia sobre un pellet de calidad. Las materias primas con una alta densidad natural como las maderas duras requieren más temperatura y presión para formar el pellet pero actúa en detrimento a la cantidad de pellet producido por hora. Por otro lado los materiales con una baja densidad natural como las cascaras de grano, la paja, cañas, etc pueden aumentar de forma considerable la productividad de la peletizadora pero podemos obtener un pellet poco denso y quebradizo. Algunos materiales con baja densidad y con poca lignina natural pueden ser un problema a la hora de peletizar puesto que pueden ahogar la plantilla y atascarla puesto que la peletizadora no llega a crear la suficiente temperatura para comprimirlos adecuadamente.
Acondicionado con vapor e incrementar nuestra producción:
Tal como hemos descrito en las cualidades del ligado, la madera suele contener la suficiente lignina natural que actúa como un solo ligante sin necesidad de aditivos. La lignina natural de las maderas, con el calor y la presión de la peletizadora, se derrite y es el momento donde se forma realmente el pellet y una vez que el pellet se ha enfriado, se endurece ésta lignina constituyendo un pegamento natural para un pellet fuerte y con alta durabilidad en el tiempo. La lignina también es el elemento que proporciona brillo y suavidad a su superficie. Para ayudar en todo el proceso del prensado del pellet, podemos incrementar la productividad añadiendo un acondicionador de vapor, donde la materia prima inicial es expuesta antes de entrar a la cámara de compresión de la peletizadora, digamos, a un baño de vapor. El vapor sólo añade una pequeña cantidad de humedad a la materia prima, y se usa principalmente para pre-calentar el serrín para ayudar a la lignina a ablandarse antes de entrar a la cámara de compresión. Tras el acondicionado a vapor, la materia prima penetra en la cámara de la peletizadora con la lignina más blanda, y se formarán pellets de mayor calidad y brillo además de incrementarse la producción puesto que la materia prima ofrecerá menor resistencia a la compresión, precisamente por este estado de, llamémoslo, pre-ablandado ó pre-calentado. Los acondicionadores de vapor realmente sólo suelen utilizarse en producciones de pellets a gran escala puesto que el acondicionado a vapor añade costes de producción como puede ser alimentar una caldera, agua, etc, y también costes de seguridad si hiciera falta pero insistimos que sí producir pellets utilizando la opción de un acondicionador de vapor le resulta viable, recomendamos su utilización ya que no solamente incrementa la producción sino que también alarga la vida de los consumibles más caros como pueden ser los rodillos y la plantilla, aunque repetimos, no es algo imprescindible.

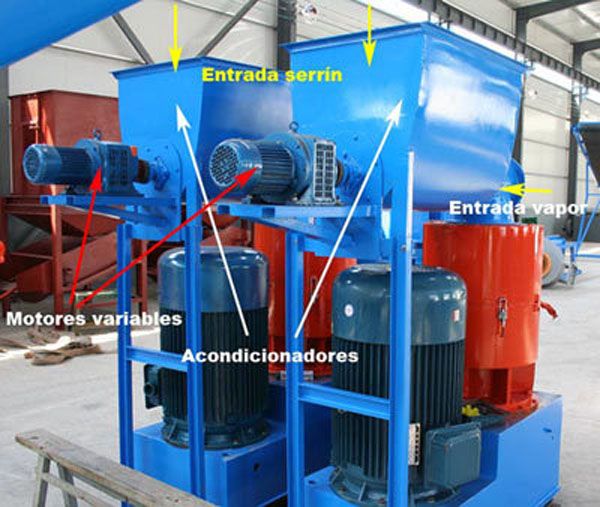
Imagen de un acondicionador – mezclador de la planta de una de nuestras plantas de pellets que incorporan dos peletizadoras de plantilla plana F550
El acondicionado a vapor es una de las maneras de incrementar nuestra producción de pellets. Otra manera es utilizar materiales oleaginosos de baja densidad que pueden ayudar a su materia prima a reducir su resistencia a través de la plantilla de su peletizadora, a la vez que las propiedades oleaginosas de dicho material actúan como un ligador secundario produciendo fuertes y brillantes pellets.
Con tan sólo añadir un pequeño porcentaje de nuestro producto oleaginoso de baja densidad a nuestra materia prima original podríamos incrementar nuestra producción hasta en un 30%.
Tolerancias de nuestra peletizadora:
Si añadimos materiales oleaginosos a nuestra materia prima inicial podemos aumentar las tolerancias de nuestra peletizadora con respecto al control de la humedad. El añadido de materiales aceitosos puede reducir en gran medida el riesgo de atasco en la plantilla reduciendo la probabilidad de que nuestro pellet tenga una baja calidad. El acondicionado es una opción que en las producciones de pellet a pequeña escala está totalmente ignorada y no se contempla por los altos costes de una caldera de vapor pero está sobradamente probados los beneficios que nos proporciona un buen acondicionado a nuestro producto final, pero además juega un gran papel en la reducción de la energía que utilizamos con lo cual al mismo tiempo de aumentar nuestra producción, mejoramos nuestro producto y ahorramos costes en consumo energético y desgaste de nuestra maquinaria.
Producción del pellet:
Existen dos tipos principales de peletizadoras, las peletizadoras de plantilla plana y las peletizadoras anulares. En primer lugar aparecieron las peletizadoras de plantilla plana y más adelante aparecieron la maquinaria con plantillas anulares, es decir, con forma de un anillo rodeado de agujeros. La plantilla plana en principio se utiliza para producciones pequeñas y medianas pero hoy en día existen tantas maquinarias de plantilla plana como cantidades de producción deseadas. Las peletizadoras de plantilla anular son la maquinaria preferida para los productores de miles de kilos por hora precisamente por los costes que con lleva producir una peletizadora pequeña anular que no compensan para producciones pequeñas.


Plantilla anular – Plantilla plana
Peletizadoras de plantilla plana:
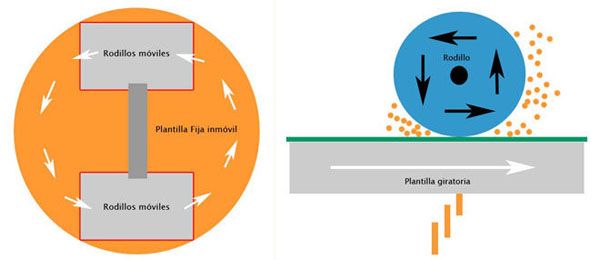
Las peletizadoras de plantilla plana funcionan por un principio muy básico que es que la materia prima cae por gravedad sobre los rodillos que rotan en el interior de la peletizadora sobre la plantilla. La materia prima es comprimida entre los rodillos y la plantilla, el sistema básicamente es el mismo principio del molino piedra para producir aceite de oliva en las antiguas almazaras. La materia prima es comprimida pasando por una serie de orificios alargados en la plantilla llamado extrusión y a la salida son cortados por una cuchilla, que dependiendo del uso al que se les vaya a dar, las cuchillas son reguladas en altura para darle un tamaño u otro. Unos funcionan con correas y una polea, otros con transmisiones a una caja de cambios y otras una mezcla de ambas. Se utilizan dos tipos de sistema de peletizado:
1. La plantilla rueda y los rodillos ruedan estáticamente sobre ella sin cambiar de posición.
2. La plantilla es fija y los rodillos dan vueltas ella. Este segundo sistema disminuye los posibles atascos además de servir mejor para el procesado de maderas. El primer sistema lo recomendamos para alimentos de ganado, fertilizantes, etc.
Ventajas de las peletizadoras con plantilla plana:
Las peletizadoras de plantilla plana son cada vez más comunes y recurridas, especialmente en escalas pequeñas de producción. Existen muchos comerciantes que comercializan éste tipo de producto en el mercado que las venden para el procesado de materiales de baja densidad y comida para animales, fertilizantes etc. Las máquinas casi todas están fabricadas en China y no recomendamos su uso para maderas, al menos las máquinas denominadas como peletizadoras domésticas.
Desventajas de las peletizadoras de plantilla plana:
Debido a los principios con los que funcionan éste tipo de peletizadoras, las cargas de trabajo sobre los rodamientos y ejes son desiguales ya que los orificios, al estar situadas de forma concéntrica sobre un circulo plano, la carga de presión no son las mismas en la parte interna de la plantilla que en la parte externa por lo que se desplazan también estas diferencias de carga sobre rodamientos y ejes. Por ésta razón recomendamos las peletizadoras de plantilla fija que por defecto vienen de fábrica ejes mucho el doble de anchos soportando mejor éstas presiones que las peletizadoras de plantilla móvil, es por eso que recomendamos, las peletizadoras de plantilla móvil, se utilicen sólo para fertilizantes y similares, y ni siempre de forma doméstica. Para un uso industrial recomendamos las peletizadoras de plantilla fija sea para el material que sea.
Peletizadoras anulares:
Las peletizadoras anulares o comúnmente llamados de anillo están compuestos por un anillo móvil situado de forma vertical con unos rodillos internos fijos que aplican la presión contra las paredes internas del dicho anillo que es donde están situados los orificios. El material es alimentado a través de un acondicionador sobre la máquina. La materia prima entra en el frontal del aparato hacia el centro del anillo a través de un tornillo sinfín. El interior del sistema es similar a una lavadora. Una vez el material es oprimido en contra de las paredes del anillo giratorio, los pellets surgen por la parte exterior de la plantilla a través de los orificios.
Ventajas de las peletizadoras anulares:
En primer lugar las peletizadoras anulares no sufren de forma desigual la carga de la compresión por que no existe un margen interior ni ningún margen exterior como las plantillas planas ya que el rodillo comprime ejerciendo siempre la misma presión por toda la superficie de igual manera. Por ésta razón las peletizadoras anulares son preferidas en fabricas de grandes producciones por hora aunque el precio de los consumibles sean mucho más altos que las peletizadoras de plantilla plana. También se prefieren más en las grandes producciones porque son eléctricamente más eficientes por las cantidades que produce cada máquina por que los rodillos y plantilla sufren menos desgaste ya que al usar toda la superficie útil de la misma manera, no existe el deslizamiento que hay en las peletizadoras de plantilla plana que hace que la máquina consuma más electricidad. Por otro lado, las peletizadoras anulares son muchísimo más difíciles de controlar para obtener un resultado óptimo en todo momento.

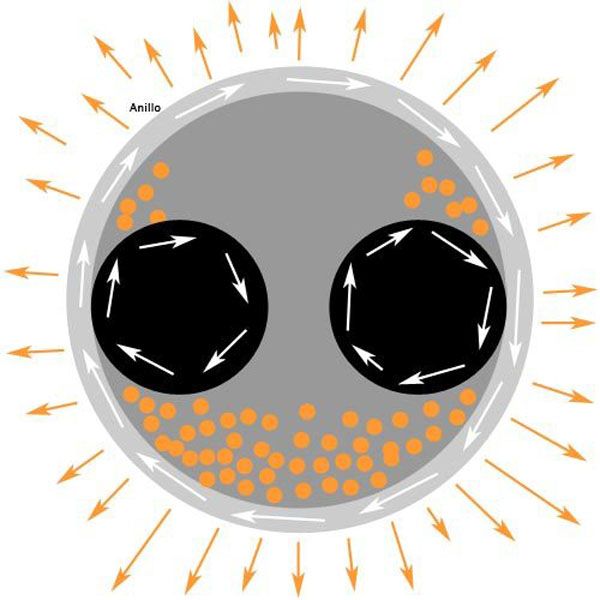
Sistema de peletizado con plantilla anular.
Origen: Chimeneas Costa y Kapelbi
Quizás también te interesen otros artículos relacionados con las energías ecológicas:
 Producción de combustible con plástico reciclado |
 Producción de electricidad limpia |
 Plásticos generadores de electricidad |
 Reloj que funciona con energía limpia |
